前回の【切削加工】リーマー選定 前編:サイズ選びの方法では、
加工する穴径の公差と工具径+工具の製造公差を確認しながらリーマーを選定する、というお話をしました。
今回はその続きとして、リーマーの形状選定について解説します。
リーマーの形状について
リーマーにはさまざまな形状がありますが、
「工具素材」「穴形状」「工具のねじれ」に注目すると、大まかに整理することができます。
【工具素材】ーーーーーーーー
・超硬
剛性が高く、変形しにくい
位置度や真円度を高めたい場合に向く
・ハイス
比較的安価
剛性はやや低く、下穴にそって曲がりやすい
【穴形状】ーーーーーーーーー
・止まり穴
底刃のある形状を選定する
・通り穴
基本的にどの形状でも可
底刃が無い方が食いつきは安定する傾向
【工具のねじれ】ーーーーーーーー
・ストレート
安価で安定性が高い
加工速度はやや遅め
・右ねじれ
切りくずが上方向に排出される
止まり穴向きだが、やや不安定
・左ねじれ
切りくずを下に押し出す形状
一般的によく使われる
加工速度は高め
これらの特性を踏まえて選定していくことで、
おおよそ適したリーマーを選ぶことができます。
また、底刃の有無やねじれの違いによって、狙い穴径が微妙に変わると感じることもあります。
その場合は、必要に応じてサイズ変更を行います。
ストレートリーマーとスパイラルリーマーの使い分け
以下に、ストレートリーマーとスパイラルリーマーの違いを実感した事例をご紹介します。
両者の一般的な特徴は、以下のとおりです。
| 種類 | 特徴 |
| ストレートリーマー | 加工速度は遅め / 押し引きの力が加わりにくい |
| スパイラルリーマ― | 加工速度が速い / 押し引き方向の力が加わる |
かつて私は、
「加工速度が速いスパイラルリーマーがあるなら、ストレートリーマーを選ぶ意味はあるのか?」
と思っていました。
しかし、航空機部品の加工を進めていく中で、スパイラルリーマーでは加工できない事例がでてきてしまったのです。
実際に起きたトラブル事例
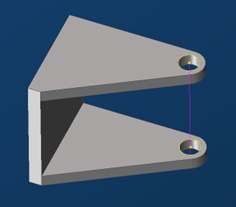
それはこのようなワークでした。
「剛性の低い飛び出した位置に、公差穴が通しで2段ある」ようなワークです。
切れ味も良く、問題ないと思って使用していたスパイラルリーマーでしたが、
加工サイクル終了後にリーマーを引き抜く際、ワークごと引っ張り上げてしまい、ワークを壊してしまいました。
なぜこのようなことが起きたのでしょうか。
あくまで私の推測ですが、
スパイラルリーマーは切削時の力がZ方向にかかりやすく、ねじれによって押す方向の力が発生します。
一般的な左ねじれリーマーは切りくずを下に押すため、
下向きの力がワークに作用していると考えられます。
一方で、ワークの剛性が極端に低い場合、
・ワーク自体が変形して真円が出ていない
・刃で押され、穴が変形した状態になっている
といった可能性があります。
その状態でリーマーを引き抜こうとすると、
引っかかってワークを持ち上げてしまうのだと思われます。
その後ストレートリーマーに変更したところ、
通しの公差穴を問題なく加工することができました。
ストレートリーマーは、
切削時に力が均等にかかりやすく、
ワークの変形が起きにくいのだと感じています。
リーマーは加工量が少なく、
一見すると低負荷な加工に思えます。
しかし、ワーク形状や剛性によっては、想像以上に大きな影響が出る場合があります。
ワークとリーマーの特性をよく理解して、工具選択することが重要です。
ぜひ一度ご相談ください
航空・防衛向けの難削材・高精度部品について、
工程設計や公差でお困りの場合は、
図面段階からお気軽にご相談ください。



